20Cr精密钢管供应商求推荐
更新时间:2024-12-26 15:23:55 浏览次数:4
以下是:20Cr精密钢管供应商求推荐的产品参数
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
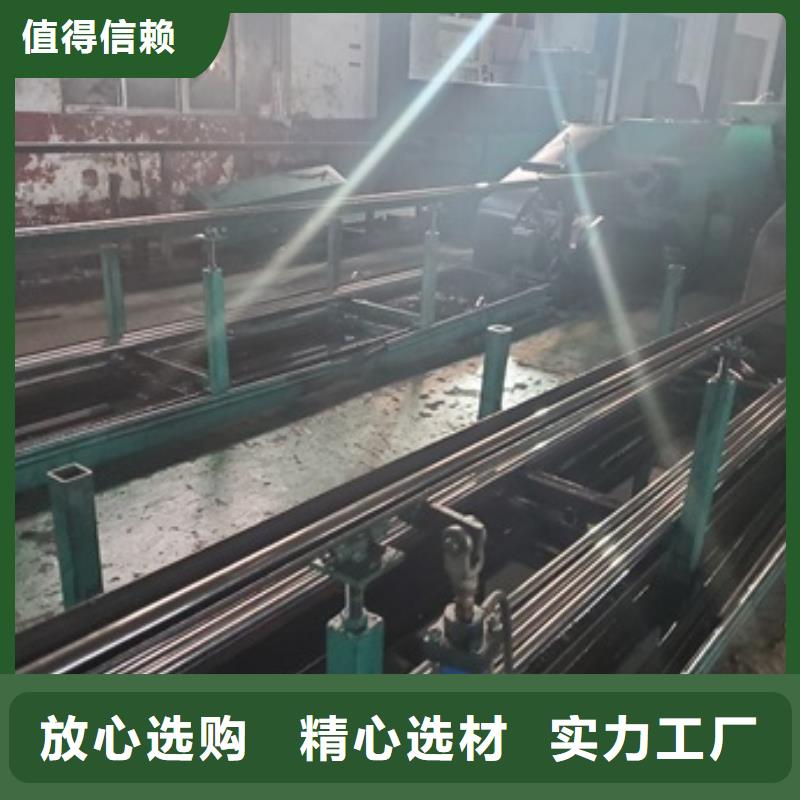
以下是:20Cr精密钢管供应商求推荐的图文视频
导读 在云南省西双版纳市采买20Cr精密钢管供应商求到大金钢管制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15806808820,QQ:1365789918,地址:《聊城经济开发区工业园发货到云南省 西双版纳市 景洪市、勐海县、勐腊县》。 云南省,西双版纳傣族自治州 西双版纳是中国热带生态系统保存完整的地区,素有“植物王国”、“动物王国”、“生物基因库”、“植物王国桂冠上的一颗绿宝石”等美称,有中国的热带雨林自然保护区,是生态示范区、风景名胜区、联合国生物多样性保护圈成员、联合国世界旅游组织旅游可持续发展观测点,植物种类占全国的1/6,动物种类占全国的1/4。

精密管轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状)因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将带钢送入12cr5moi合金钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。12cr5moi合金钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(cl1/...式中:f-激励频率(hzc-激励回路中的电容(f电容=电量/电压;l-激励回路中的电感,电感=磁通量/电流?当输入热量不足时,被加热的焊缝边缘达不到焊接温度,12cr5moi合金钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
大金钢管制造有限公司

随着家用汽车越来越多的进入各个家庭,汽车的需求量日益增加。汽车和精密钢管直接有着密切的
关系。
汽车用精密管的品种规格繁多,其中减振器管和传动轴管是用量 的品种。减振器是汽车的重
要部件,它由缸体、贮油简等组成。缸体是减振器的核心和关键部件,国内外的各种车型主要采用
精密无缝钢管制作,有些厂已开始采用焊接钢管为坯的冷轧(拔)精密管制作。上海钢管股份有限
公司从20世纪60年代开始研制汽车用管,20世纪80年代开始按DIN 2393标准为桑塔纳车用管的国
产化进行试验,至今已开发了以减振器管为主的轿车用冷轧(拔)无缝精密钢管,品种规格达40余
个。1995年的产量为1700余吨。同时,还开发试制了减振器缸体用精密冷加工焊接钢管和贮油筒
用焊接钢管,为桑塔纳轿车的国产化做出了贡献。

精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大
的热应力与组织应力,此外,由于精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺
性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件
淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根
据淬火变形与淬火裂纹的形成原因采取有效的措施。精密管热处理尽管做到均匀加热及正
确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对
不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆
环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件
在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对
细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面
温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变
形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防
止变形、开裂的关键。

总结 今年在云南省西双版纳市购买20Cr精密钢管供应商求有了新选择,大金钢管制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的20Cr精密钢管供应商求产品。如需购买或咨询,请随时联系我们,联系人:王经理-15806808820,QQ:1365789918,地址:经济开发区工业园。